

Para que os projetos Lean Six Sigma tenham sucesso, devem ser escolhidos líderes inovadores com boas habilidades de comunicação.
Todd Creasy
Um provérbio favorito entre os fãs de futebol americano dos EUA ao descrever suas equipes favoritas é: “Não é tanto sobre X’s e O’s, mas sobre Jimmys e Joes.” Isso minimiza a importância dos projetos ou esquemas e enfatiza a importância das pessoas no campo.
Ao longo dos anos, esta ênfase nos jogadores e líderes tem recebido muita atenção nos esportes, na política mundial, nos negócios, na academia e nos estudos dos Lean Six Sigma. Fred Fielder, um pioneiro no tema denominado liderança, comentou sobre a eficácia de um líder em conseguir um grupo para cumprir sua missão. Essa eficácia, segundo Fielder, “depende não apenas das habilidades e atributos do líder, mas também de quão bem a personalidade, as habilidades e os comportamentos dele correspondem à situação em que atua”. (1)
Os gerentes de projeto e suas personalidades receberam alguma atenção adicional de Andrew Milivojevich quando escreveu: “A capacidade de perceber, avaliar e gerenciar as emoções de si mesmo e dos outros é uma habilidade útil para um ambiente de projeto que se encaixa bem com a metodologia Six Sigma”. (2)
Milivojevich enfatizou a importância dos líderes de projetos que possuem inteligência emocional. Ele concluiu que os gerentes de projeto com alto nível de habilidades de inteligência emocional experimentam resultados nos projetos mais positivos do que seus colegas com baixa pontuação em inteligência emocional.
Mais especificamente, como se refere às personalidades e seleção de líder de projeto, Carlotta Walker escreveu que a chave para o desenvolvimento de uma mão de obra qualificada e de alto desempenho no nível macro é maximizar o engajamento dos funcionários. (3)
Este modelo também se aplica a um nível micro quando se considera o envolvimento do membro da equipe do projeto. Necessário para este envolvimento é um processo de seleção que os gerentes podem usar ao considerar os líderes de projeto.
Walker recomendou usar uma autoavaliação central que se refere a uma “crença subconsciente que afeta a maneira como uma pessoa se considera a si mesma e ao meio ambiente”. (4) A autoavaliação do núcleo é um traço de personalidade de ordem superior que consiste em quatro facetas: autoestima, posição de controle, autoeficácia generalizada e estabilidade emocional versus neurose. (5)
Walker sugeriu administrar as autoavaliações durante a seleção do líder da equipe para melhorar a probabilidade de engajamento do membro da equipe, o que, por sua vez, melhoraria os resultados do projeto Lean Six Sigma. Um novo estudo focado no trabalho de seleção de liderança baseia-se na pesquisa de:
– Richard Hutchings que destacou a necessidade de habilidades sociais dentro da liderança do projeto para incluir a comunicação e orientação à inovação. (6)
– Perry Parendo que posicionou a criatividade e a orientação à inovação como importantes fatores de liderança para os facilitadores do Lean Six Sigma. (7)
– Peter Merrill que se concentrou na necessidade de melhores habilidades de comunicação e capacidade de inovação dos líderes de projetos. (8)
Durante um período de três anos, este novo estudo envolveu quatro organizações (três hospitais e uma empresa de mineração) e 56 participantes – cada um selecionado por seu grupo de gerenciamento sênior para participar do treinamento Lean Six Sigma com a finalidade de liderança dos seus projetos. Os traços de personalidade e dimensões em estudo foram compreensão da comunicação (communication apprehension – CA) e inovação.
Semelhante ao trabalho de Walker com a autoavaliação central, as autoavaliações foram usadas para determinar os níveis de CA e inovação – com CA medida pela pesquisa de 24 itens de James McCroskey (9) e a inovação medida conforme a pesquisa de Thomas Hurt, Katherine Joseph e Chester Cook. (10)
Comunicação
McCroskey definiu CA como “o nível de medo ou ansiedade de um indivíduo associado a uma comunicação real ou antecipada com outra pessoa ou pessoas”. (11) Os estudos sugerem que os funcionários que exibem certos elementos de CA podem ganhar menos, ser desfavorecidos profissionalmente, evitar certos canais de comunicação, como reuniões presenciais ou em grupo, receber menos ofertas de emprego e manter posições mais baixas. (12)
Katie Meyer-Griffith, Robert Reardon e Sarah Hartley relataram que os funcionários com CA “preferem ocupações como programador de computador, que exigem pouca comunicação, ao passo que o oposto é verdadeiro para indivíduos com baixa compreensão da comunicação”. (13)
McCroskey coletou duas características do CA, que ele rotulou de “Traitlike CA” e “Context CA” (14) Com base no trabalho de McCroskey, Travis Russ observou: “Traitlike CA é o medo ou a ansiedade de um indivíduo em relação à comunicação humana” e “Context CA pode ser medido em quatro estados teoricamente únicos … discussões em grupo, conversas interpessoais, reuniões e apresentações formais”. (15)
Context CA fornece uma análise mais detalhada do desconforto em várias situações na comunicação. Como tal, CA mede o nível de conforto que uma pessoa experimenta durante discussões em grupo, apresentações, conversas interpessoais e reuniões formais. (16)
Com base na importância da comunicação em um conjunto de habilidades do líder Lean Six Sigma do projeto, parece lógico que habilidades moderadas de comunicação (no mínimo) em cada uma das situações mencionadas anteriormente são necessárias para alcançar resultados de sucesso no projeto.
Traitlike CA (semelhante a um fator de tipo de personalidade) e Context CA podem ser colocados bem separados – aqueles com altos e baixos níveis de apreensão. (17) Além disso, os níveis de ansiedade não precisam ser os mesmos quando se consideram altos ou baixos níveis de compreensão.
“Também é possível que alguém se sinta extremamente incomodado em se comunicar em um contexto (por exemplo, falar em público), mas se sentir completamente à vontade em outro (por exemplo, conversas interpessoais)”. (18) Portanto, é possível que os indivíduos tenham altos ou baixos níveis de apreensão em cada um dos quatro ambientes nos quais os líderes de projeto Lean Six Sigma podem frequentemente se encontrar: apresentações, reuniões formais, conversas interpessoais e discussões de grupo.
No novo estudo, cada um dos futuros líderes de projeto Lean Six Sigma foi convidado a autoavaliar o seu CA durante o treinamento. As Figuras 1 a 5 mostram os resultados para a CA total e para as áreas de comunicação de subcomponentes, tais como falar em público, reuniões, discussões em grupo e comunicação interpessoal. A Figura 1 mostra que 32% do tamanho da amostra tem dificuldade em falar em público.
Enquanto poucos líderes de projeto Lean Seis Sigma são confrontados com a oportunidade de falar em público, em alguma ocasião pode surgir a necessidade de que eles devem fazer uma apresentação à alta administração ou a um conselho de diretores. Esta perspectiva para aqueles com dificuldade de compreensão neste domínio pode causar estresse e ansiedade indevida.

Mais preocupante, as Figuras 2 e 3 mostram que 43% e 20% do tamanho da amostra têm dificuldade com a comunicação em reuniões e discussões em grupo. Considerando que grande parte do trabalho dos projetos conduzidos por líderes do Lean Six Sigma ocorre dentro desses cenários, aqueles que sofrem desta forma de CA vão sentir desconfortos em se envolvem na facilitação para a conclusão com êxito de um projeto.


A Figura 4 é menos preocupante – 7% da amostra tem facilidade para participar de uma conversa interpessoal. Este pequeno subgrupo poderia sofrer estresse quando for trabalhar com um especialista no assunto ou quando for envolvido na gestão das partes interessadas (stakeholders).

A Figura 5 oferece uma visão geral do nível de CA da amostra. Com cerca de 16% dos possíveis futuros líderes de projeto sofrendo de CA (quase um em cada cinco), esse desconforto resultante em líderes de projeto Lean Six Sigma, operando além de sua zona de conforto de comunicação pessoal, poderia diminuir o engajamento dos funcionários e os resultados dos projetos.

Inovação
O aprimoramento do serviço ou o desenvolvimento de produto pode ser ter resultado quando os membros da equipe colaboram em projetos e não experimentam ambiguidade ou falta de estrutura. Além disso, a propensão da equipe de projeto para a inovação pode levar à melhoria ou modernização de produtos ou serviços. (19) Hurt, Joseph e Cook argumentaram que a inovação também pode ser um traço de personalidade que eles descreveram como uma “vontade de mudar”. (20)
Portanto, a inovação pode existir em um líder de projeto, que pode levar ao produto ou serviço novidade ou invenção. Definido mais adiante, “a orientação à inovação da liderança se refere ao grau em que os líderes promovem a orientação da inovação dos subordinados”. (21)
Ruth Stock e Nicolas Zacharias relataram que líderes com fortes traços de personalidade inovadora exibiam comportamentos que encorajavam os membros da equipe a adotar atitudes receptivas à mudança, modificação e aperfeiçoamento. (22)
Ao abordar a liderança e seus efeitos no clima de uma equipe, Ali Akgun, Halit Keskin e John Byrne relataram que o valor da inovação entre as equipes de projeto referia-se ao “grau com que os membros da equipe a consideravam aberta às mudanças e ideias para se adaptarem aos novos ambientes alterados.” (23)
Além disso, a inovação entre as equipes é vista como “uma capacidade que incorpora receptividade a novas ideias, produtos ou processos, bem como uma maior probabilidade de sua implementação ou adoção”. (24)
Com base nas ações e na disposição do líder do projeto, um clima orientado para a inovação da equipe pode criar novos níveis de pensamento, serviços, produtos ou processos. Continuando o estudo do clima promovido pelos líderes do projeto e da equipe resultante inovadora, Alicia Pirola-Merlo relatou que um clima inovador positivo pode levar ao melhor desempenho do projeto e sua taxa de progresso. (25)
Esta análise quantitativa teorizou que as equipes que experimentam uma orientação favorável para inovação quase dobrou a taxa de conclusão do projeto em comparação com aquelas sem ela. No novo estudo, a autoavaliação da inovação foi dada a cada um dos futuros líderes de projeto Lean Six Sigma durante sua formação.
Dos 56 entrevistados, 39% classificaram-se como “não entusiasmados com novas ideias ou inovação” ou “um interesse médio em inovação”. A Figura 6 mostra os resultados.

Dos entrevistados, 14% relataram que não eram naturalmente propensos à inovação como um traço de personalidade – uma tendência de liderança que poderia ter efeitos prejudiciais significativos sobre os resultados dos projetos. Aqueles que pontuaram no meio da escala da inovação (ligeiramente abaixo ou acima) poderiam teoricamente conseguir somente uma parcela das oportunidades presentes dentro de seus projetos de Lean Six Sigma.
Seis de cada dez consideram a inovação favorável e, portanto, podem estar predispostos a ver oportunidades de ideias inovadoras dentro de seu papel de liderança do projeto. Em geral, cerca de quatro dos dez não exibiram atitudes excessivamente positivas em relação à inovação. Esta predisposição pode levar a resultados não satisfatórios – especialmente em projetos que exigem a inovação para o sucesso.
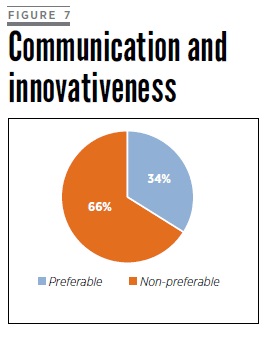
Comunicação e inovação
As personalidades são reinos complexos que têm vários fatores. Como tal, parece prudente examinar a amostra considerando os traços de personalidade e a população resultante que obteve baixo CA e alto índice na orientação para a inovação (a combinação desejada). Com base nesta amostra e na pesquisa de apoio, apenas os com baixo CA e alto índice na orientação pela inovação, a combinação desejada para a liderança do projeto, estão na Figura 7.
Os fabricantes geralmente consideram crítica a qualidade dos componentes que completam seu produto acabado que eles comercializam e vendem ao público comprador. Joseph M. Juran, em sua busca persistente por melhorar a qualidade, disse que a variação na qualidade do produto final pode ser atribuída a cinco fatores: má concepção do produto, validade do sistema de medição, capacidade de processo insuficiente, habilidades ou comportamentos dos funcionários e peças ou matérias primas defeituosas. (26)
Se considerarmos um projeto bem-sucedido como um produto, não devemos examinar as matérias-primas do projeto – ou seja, o gerente de projeto e suas dimensões de personalidade? Se os gerentes de projeto são considerados um ativo humano de valor agregado de uma organização e se o tempo e a energia investidos no trabalho em equipe do projeto são considerados valiosos, devemos começar a considerar os gerentes de projeto como a matéria prima para o produto final desejado – projetos encerrados no tempo combinado, atendimentos aos orçamentos e às metas, e motivação aos funcionários.
Parece prudente e prático começar a pensar em líderes de projetos como matérias primas que podem levar os projetos com sucesso em tempo e orçamento, ao mesmo tempo em que atingem metas e motivam funcionários ao longo do caminho. Os membros da gerência sênior questionam frequentemente o grau de sucesso com os resultados do projeto, incluindo os projetos Lean Six Sigma. Esta pesquisa sugere que uma parte do problema poderia estar no processo de seleção do líder do projeto.
O que Deming disse
Edwards Deming propôs um sistema de conhecimento profundo, que ofereceu vários pontos de vista sobre a liderança. O sistema de conhecimento profundo “é uma teoria de princípios relacionados aos que se exigem que um líder ou gerente, considerando todos … os aspectos ao se tomar decisões”. (27)
Em sua essência, esse sistema de liderança é dividido em quatro componentes – o quarto é o conhecimento da psicologia. Isso pode ser definido como “a capacidade de reconhecer porque as pessoas se comportam e como elas fazem para criar um ambiente em que as diferenças individuais e habilidades são usadas para otimizar o sistema para o benefício de todos.” (28)
De uma perspectiva de liderança de projeto, este conhecimento de psicologia poderia começar com um exame do processo de seleção do líder de projeto, particularmente as dimensões de personalidades apropriadas e traços para tal liderança. “Quando os projetos têm prazos apertados, Black Belts (BB) devem formar equipes fortes rapidamente, comunicar metas e obter um compromisso dos membros da equipe, independentemente da estrutura oferecida. Nesse ambiente, os BB devem liderar usando habilidades sofisticadas para entender como as pessoas pensam e sentem.” (29)
Embora em total concordância com esta afirmação, esta capacidade referenciada para efetivamente formar, comunicar e obter são funções do resultado do processo de seleção do líder do projeto. Embora não se possa defender uma única dependência de testes de personalidade para seleção de líder de projeto, parece que os líderes de projeto selecionados, que pontuaram em baixa CA e alta em inovação, seriam capazes de realizar essas tarefas mais prontamente.
Jimmys e Joes, que têm o material certo para a liderança do projeto Lean Six Sigma, podem melhorar o resultado do projeto e cabe aos treinadores de gerentes identificá-los.
Referências
(1) Fred Fielder, “Research on Leadership Selection and Training: Our View of the Future,” Administrative Science Quarterly, Vol. 41, 1996, pp.241-250.
(2) Andrew Milivojevich, “Emotional Intelligence and Six Sigma,” Quality Progress, August 2006, pp. 45-49.
(3) Carlotta Walker, “Get Them in the Game,” Quality Progress, November 2012, pp. 52-56.
(4) Ibidem.
(5) Rania Shorbaji, Leila Messarra and Silva Karkoulian, “Core-Self Evaluation: Predictor of Employee Engagement,” The Business Review, 2011, Vol. 17, No. 1, pp. 276-282.
(6) Richard Hutchings, “Blaze Your Own Trail,” Quality Progress, July 2012, pp. 28-33.
(7) Perry Parendo, “Creative by Design,” Quality Progress, August 2015, pp. 20-24.
(8) Peter Merrill, “The People Principle—Use ISO 10018 to Build an Innovative Culture,” Quality Progress, September 2013, pp. 42-44.
(9) James McCroskey, “Oral Communication Apprehension: A Summary of Recent Theory and Research,” Human Communications Research, Vol. 4, 1977, pp. 78-96.
(10) Thomas Hurt, Katherine Joseph and Chester Cook, “Scales for the Measurement of Innovativeness,” Human Communications Research, 1977, Vol. 4, No. 1, pp. 58-65.
(11) McCroskey, “Oral Communication Apprehension: A Summary of Recent Theory and Research,” see reference 9.
(12) Todd Creasy and Vittal Anantatmula, “From Every Direction—How Personality Traits and Dimensions of Project Managers Can Conceptually Affect Project Success,” Project Management Journal, 2013, Vol. 44, No. 6, pp. 36-51.
(13) Katie Meyer-Griffith, Robert Reardon and Sarah Hartley, “An Examination of the Relationship between Career Thoughts and Communication Apprehension,” The Career Development Quarterly, 2009, Vol. 58, No. 2, pp.171-180.
(14) McCroskey, “Oral Communication Apprehension: A Summary of Recent Theory and Research,” see reference 9.
(15) Travis Russ, “The Relationship Between Communication Apprehension and Learning Preferences in an Organizational Setting,” Journal of Business Communication, 2012, Vol. 49, No. 3, pp. 312-331.
(16) Creasy, “From Every Direction—How Personality Traits and Dimensions of Project Managers Can Conceptually Affect Project Success,” see reference 12.
(17) Meyer-Griffith, “An Examination of the Relationship between Career Thoughts and Communication Apprehension,” see reference 13.
(18) Russ, “The Relationship Between Communication Apprehension and Learning Preferences in an Organizational Setting,” see reference 15.
(19) Creasy, “From Every Direction—How Personality Traits and Dimensions of Project Managers Can Conceptually Affect Project Success,” see reference 12.
(20) Hurt, “Scales for the Measurement of Innovativeness,” see reference 10.
(21) Ruth Stock and Nicolas Zacharias, “Patterns and Performance Outcomes of Innovation Orientation,” Journal of the Academy Marketing Science, 2011, Vol. 39, pp. 870-888.
(22) Ibidem.
(23) Ali Akgun, Halit Keslin, and John Byrne, “Procedural Justice Climate in New Product Development Teams: Antecedents and Consequences,” Journal of Product Innovation Management, 2010, Vol. 27, pp. 1,096-1,111.
(24) Cornelia Droge, Roger Calantone and Nukhet Harmancioglu, “New Product Success: Is it Really Controllable by Managers in Highly Turbulent Environments?” Journal of Product Innovation Management, 2008, Vol. 25, pp. 272-286.
(25) Alicia Pirola-Merlo, “Agile Innovation: The Role of Team Climate in Rapid Research and Development,” Journal of Occupational and Organizational Psychology, 2010, Vol. 83, pp. 1,075-1,084.
(26) Joseph M. Juran, The Quality Handbook, McGraw-Hill, 1999.
(27) John Schultz, “Out in Front: Deming-Inspired Four-Part System Creates Effective Strategy to Lead Others,” Quality Progress, September 2013, pp. 18-23.
(28) Pirola-Merlo, “Agile Innovation: The Role of Team Climate in Rapid Research and Development,” see reference 25.
(29) Milivojevich, “Emotional Intelligence and Six Sigma,” see reference 2.
Todd Creasy é professor associado na Western Carolina University em Cullowhee, Carolina do Norte, e em Process Serum em Nashville, TN. Ele tem doutorado em gestão de negócios pela Case Western Reserve University em Cleveland, é membro da ASQ e Six Sigma Black Belt certificado pela ASQ.
Fonte: Quality Progress/2017 March
Tradução: Hayrton Rodrigues do Prado Filho
Filed under: artigos, ferramentas da qualidade, gestão da qualidade, inovação, Liderança, Seis Sigma | Tagged: artigos, gestão da qualidade, gestão de pessoas, inovação, Metodologia, recursos humanos, Seis Sigma | Leave a comment »

















